Core Technology 01
Proprietary Fiber Laser Oscillator
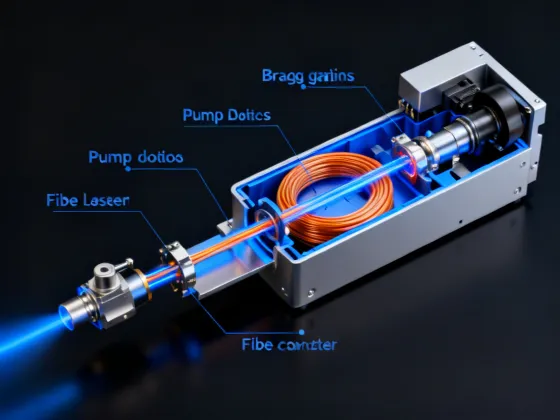
Unlike system integrators who source laser oscillators from third-party OEMs, Lumentum manufactures its fiber laser resonators in-house. The process begins with custom fiber Bragg grating (FBG) writing using our phase-mask exposure system, achieving reflectivity control to within 0.1dB. Active fiber is fusion-spliced to pump combiners in a Class 100 cleanroom environment, resulting in oscillators with electrical-to-optical efficiency exceeding 45%.
This vertical integration means we can tune center wavelength (1060nm to 1080nm), linewidth, and temporal characteristics to match specific material processing requirements rather than offering a one-size-fits-all oscillator.
E-O Efficiency
>45%
FBG Precision
0.1dB
Power Range
1-30kW